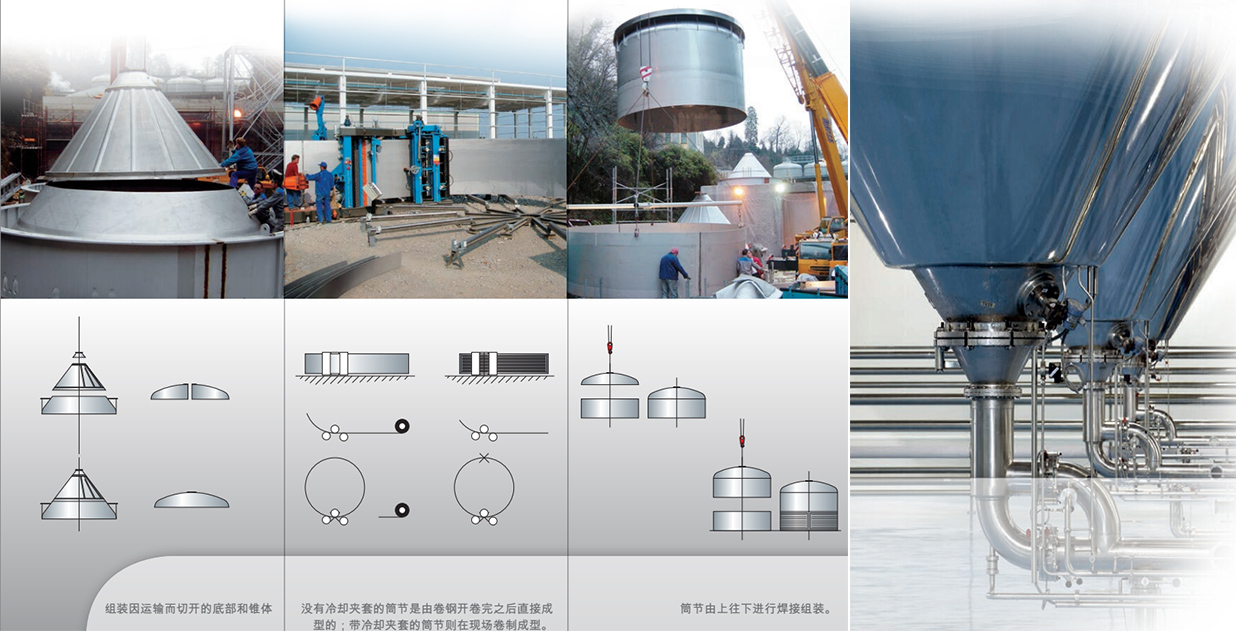
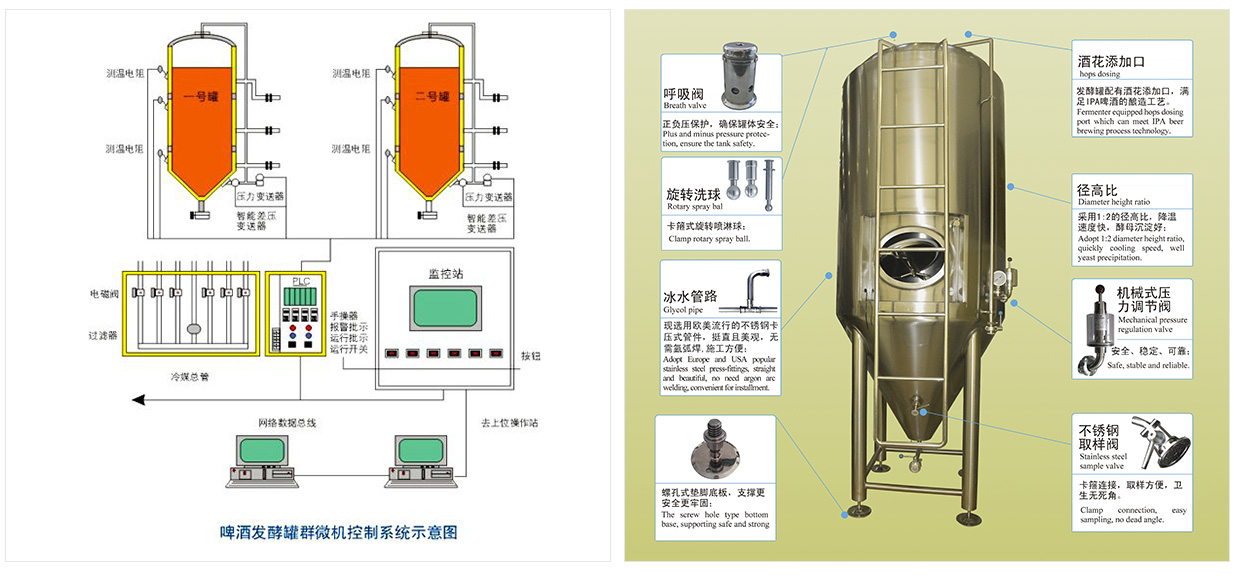
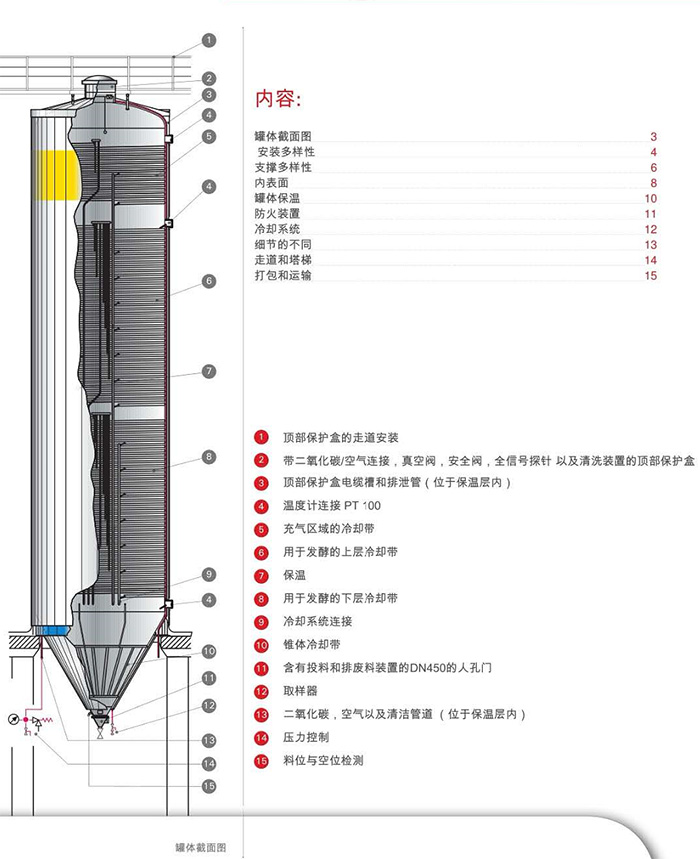
产品介绍:尊皇公司拥有多年发酵罐、清酒罐的制作、安装经验,我们的产品可根据客户的不同要求,设计不同的工艺,我们可以生产符合美国工艺、德国工艺的产品,全力满足客户的需求,我们的产品内胆采用优质不锈钢304制造,外包根据客户要求,采用不锈钢抛光、亚光、电镀、紫铜等形式。外形美观,经久耐用。人孔、CIP清洗球、温度计接口、取样口等配制齐全,小锥底60°形状设计可有效改善啤酒酵母的沉淀。采用该国际啤酒标准化酿造生产技术,在线数据实时检测,可实现远程监控。
规格型号:100L、200L、300L、500L、1000L、3000L、5000L、10000L、20000L等可根据客户需求定制。
设备材质:食品级304不锈钢
生产周期:30--50天
全国24 小时服务热线:
15634883999
尊皇公司拥有多年发酵罐、清酒罐的制作、安装经验,我们的产品可根据客户的不同要求,设计不同的工艺,我们可以生产符合美国工艺、德国工艺的产品,全力满足客户的需求,我们的产品内胆采用优质不锈钢304制造,外包根据客户要求,采用不锈钢抛光、亚光、电镀、紫铜等形式。外形美观,经久耐用。人孔、CIP清洗球、温度计接口、取样口等配制齐全,小锥底60°形状设计可有效改善啤酒酵母的沉淀。采用该国际啤酒标准化酿造生产技术,在线数据实时检测,可实现远程监控。
发酵罐、清酒罐技术参数
|
生产能力参考 (千升/年)
|
500 |
1000 |
2000 |
5000 |
10000 |
20000 |
备注
|
|
|
发酵罐 |
容积(千升)
|
2/2.5 |
4/5 |
8/10 |
15/19 |
30/38 |
60/75 |
有效/总容 16-24只
|
|
内筒体直径(mm)
|
1400 |
1600 |
2000 |
2800 |
3000 |
3500 |
|
|
|
冷却面积(m2)
|
2.2 |
4.4 |
8.7 |
14.0 |
25 |
48 |
|
|
|
冷却方式
|
弥勒板
|
弥勒板
|
弥勒板
|
弥勒板
|
弥勒板
|
弥勒板
|
|
|
|
下锥角(°)
|
65 |
65 |
65 |
65 |
65 |
65 |
|
|
|
清酒罐 |
容积(千升)
|
1/1.25 |
2/2.5 |
3/3.8 |
5/6.25 |
10/12.5 |
30/36 |
有效/总容 3-5只
|
|
内筒体直径(mm)
|
1100 |
1400 |
1600 |
2000 |
2200 |
2800 |
|
|
|
冷却面积(m2)
|
0.8 |
1.5 |
2.2 |
3.8 |
8 |
20 |
|
|
|
冷却方式
|
弥勒板
|
弥勒板
|
弥勒板
|
弥勒板
|
弥勒板
|
弥勒板
|
|
|
|
锥角(°) Cone angle(°) |
/ |
/ |
/ |
/ |
/ |
/ |
|
|
啤酒发酵
啤酒发酵是一个复杂的生化和物质转化过程。
酵母的主要代谢产物和发酵副产物: -乙醇和二氧化碳-醇类、醛类、酸类、酯类、酮类和硫化物等物质。这些发酵产物决定了啤酒的风味、泡沫、色泽和稳定性等各项理化性能,赋予啤酒以典型特色。
发酵类型
啤酒发酵因所用酵母不同,可分为上面发酵和下面发酵两种类型。
上面发酵型啤酒采用上面酵母和较高的发酵温度16~22℃;
下面发酵型啤酒采用下面酵母和较低的发酵温度7~12℃。
发酵过程
整个发酵过程可大致分为3个阶段:
(1)酵母适应阶段;
(2)有氧呼吸阶段;
(3)无氧发酵阶段。
由于发酵过程连续进行,所以应将主酵和后酵中的发酵变化看作一个相互关联的过程。发酵期间通过酵母新陈代谢形成的副产物起着特殊的作用,这些副产物中的某些物质部分又被重新分解。这些副产物的形成和部分分解与酵母的新陈代谢密切相关。
葡萄糖发酵生成乙醇
葡萄糖酒精发酵的生化机制是酒精制造和酒类酿造最基础的理论。
对啤酒酿造来说,除发酵代谢产物酒精和CO2是组成啤酒的最主要成分外,代谢过程中的EMP途径还是许多代谢产物生成的基础。
糖类的代谢
麦汁营养丰富,为酵母细胞提供了良好的生存环境。酵母在麦汁中吸收营养物质,排泄代谢产物。糖类物质约占麦汁浸出物的90%,其中葡萄糖、果糖、蔗糖、麦芽糖、麦芽三糖和棉子糖称为可发酵性糖,是啤酒酵母的主要碳素营养物质,也是发酵中可利用的物质。
麦汁中的DP9-DP12糊精、麦芽四糖、麦芽五糖至麦芽九糖等均为不可发酵性糖,又称非糖。在实际生产中糖与非糖的比例一般控制为7:3较合适。
生产淡色啤酒,可发酵性糖含量略高,发酵度高,口味清爽;
生产浓色啤酒,其非糖比例略高一些,以增加它的醇厚感。
发酵度
啤酒中浸出物下降的百比率称为发酵度。不同类型的啤酒,其残糖的高低和发酵度也不尽相同。在啤酒发酵过程中,糖不断被消耗,啤酒的浓度随之降低,为能准确表达啤酒中浸出物的发酵程度,就产生了发酵度这一概念。它表达了已被发酵的麦汁中浸出物的比例,发酵度用“V”表示。接种麦汁的浸出物含量与测定时啤酒的浸出物含量之差为已发酵浸物含量。
外观发酵度(Vs)
在主发酵期间,借助糖度计测定浸出物浓度。利用糖度计测量和换算出的发酵度称之为外观发酵度,它与啤酒的真正发酵度有一定的偏差。由于偏差值与发酵度成正比,而且外观浸出物浓度容易测定,所以啤酒厂的发酵车间多用外观发酵度控制生产。
浅色啤酒的外观发酵度一般为68~75%。
深色啤酒与强啤酒的外观发酵度一般为64~73%。
真正发酵度(Vω)
先把被测发酵液(或酒)中的酒精全部蒸出,而后用水补足至原来的体积,再测定其浓度,这个浓度称为真正浓度,以真正浓度算出的发酵度称为真正发酵度。真正发酵度是指在发酵过程中已消耗掉的浸出物的百分数。由于被测发酵液中同时存在着酒精和CO2,因而降低了它的相对密度,致使测得的外观糖度低于浸出物的实际含量。因此,真正发酵度始终低于外观发酵度。外观发酵度一般比真正发酵度高约20%。利用下面的计算公式,可以比较方便地换算出真正发酵度。Vω≈0.819VS系数0.819是由巴林于1870年推算出的一个经验值。
最终发酵度(EV)
为使发酵度有一个衡量标准,必须首先知道浸出物中究竟有多大比例的可发酵浸出物,即:要测定最终发酵度。
从麦汁接种到灌装之前,浸出物含量的下降并不是均匀的,其中主酵阶段浸出物的下降辐度远远高于后酵。